

Laminations
Available
Concept and Application
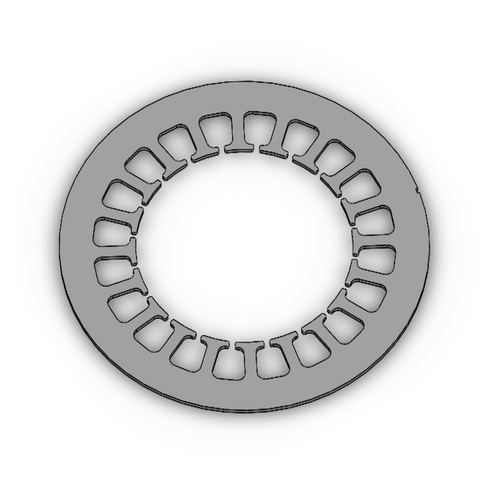
Motors/Generators/Alternators are typically used to convert one form of energy into another. Stator and Rotors are the key factors in these appliances. Stator and Rotor decide the efficiency, accuracy, construction etc. Hence it is very crucial to select appropriate material as per specified need. Cobalt Iron, Nickel Steel and Silicon Steel are the typically used materials.
Thin laminations made using these materials are used in the stator and rotor of the motors/generators/alternators. Soft magnetic laminations have high magnetic permeability and thin sections, lower the eddy current losses. Various coatings such as Oxidation, Epoxy, Electro deposition (ED), Electrophoretic (EP) etc...help in maintaining electrical insulation. These coatings also allow magnetic conductivity, which helps in maintaining the eddy current losses and heat to the minimum. Hence the overall efficiency of the motor/generator/alternator is elevated.



Industry:
These laminations or axially cut wound cores are widely used in motors/generators which are then used for various applications in the industries like
- Electric and Hybrid Automobiles
- Medical motors
- Aviation
- Defence
- Space
- Conventional Energy
- Non Conventional Energy
- Energy Generation
- Energy Transmission
- Energy Distribution
Related ItemPick the most popular products from us. May you love them!